Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!













































































.png)
.png)
.png)
.png)

W magazynie
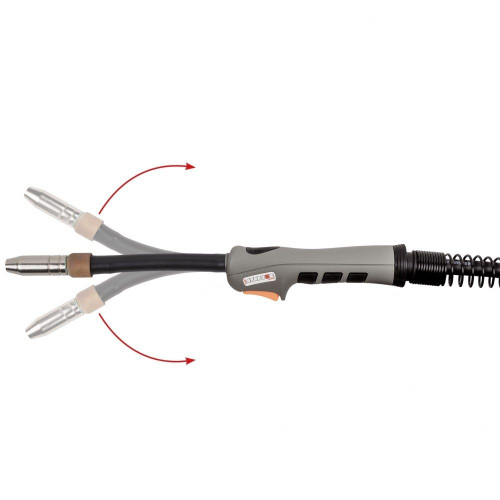
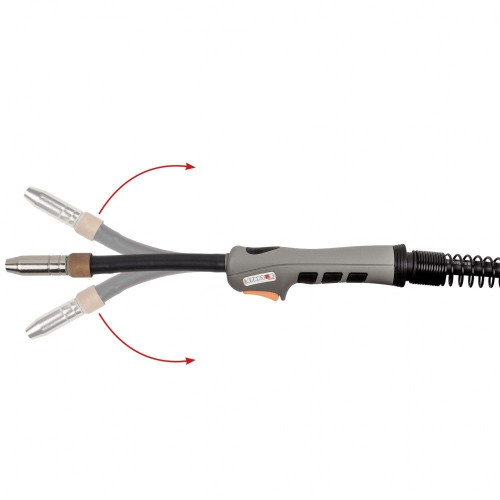
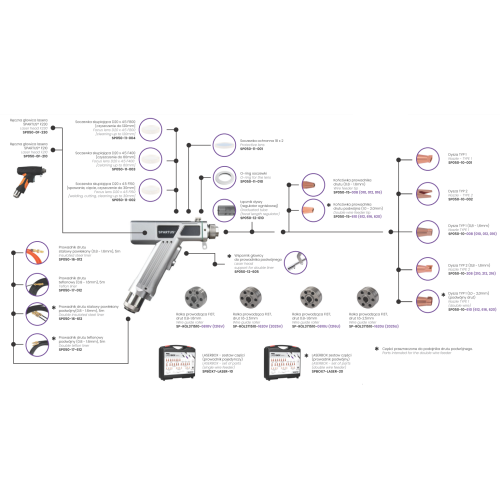
Uchwyty spawalnicze MIG|MAG
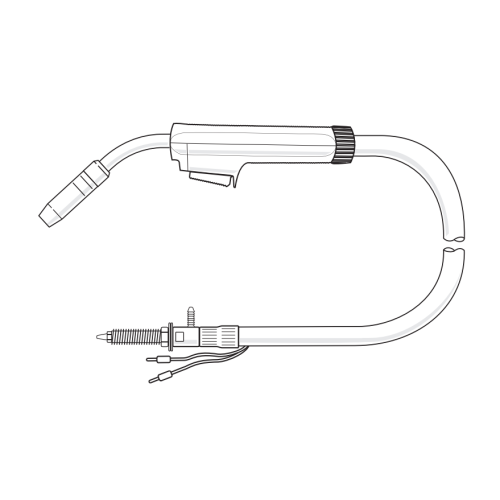
Uchwyt spawalniczy MIG Spartus Easy 241 / 5 m
Spartus
SPE241-11-500
Długość [cm]:
500 Rodzaj przyłącza:
euro Rodzaj uchwytu:
MB-24, MB-240 Chłodzenie:
cieczą
541,19 zł
Uchwyty spawalnicze MIG/MAG Spartus Easy są idealnie zbalansowanym połączeniem jakości i prostoty wykonania. Zaprojektowane przede wszystkim z myślą o prostych i podstawowych pracach spawalniczych.












































Komentarze (0)