Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!













































































.png)
.png)
.png)
.png)
Ostatnie sztuki w magazynie
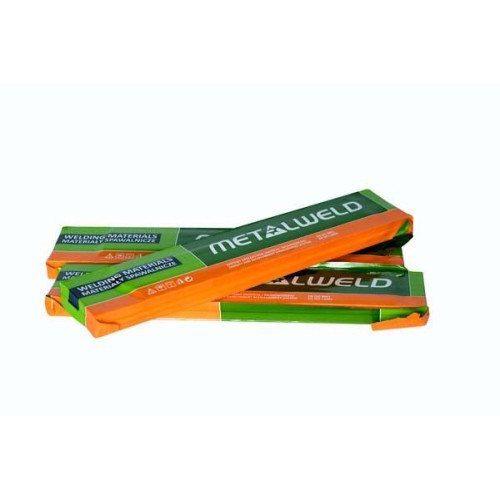
Elektrody spawalnicze
Elektrody spawalnicze Metalweld INOX 308 L fi 3,2/350/1,7 kg
Metalweld
WE21324
Średnica [mm]:
3.2 Przeznaczenie:
Stale nierdzewne, wysokostopowe
100,65 zł
Elektroda austenityczna o niskiej zawartości węgla. Używana do spawania stali austenitycznych, nierdzewnych, gdy podstawowym wymogiem jest odporność korozyjna.