Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!


















































































W magazynie
Zestawy startowe do spawarek
Zestaw butla MIX Ar/CO2 + reduktor duży 2 manometry / FIXWELD
FIXWELD
Z_BM_RD_px
504,00 zł
Zestaw startowy do spawarek MIG, składający się z:
butli wypełnionej wysokiej jakości mieszanką argonu (Ar) oraz dwutlenku węgla (CO2),
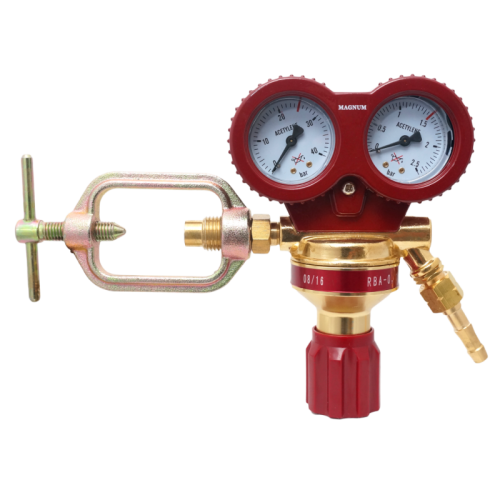
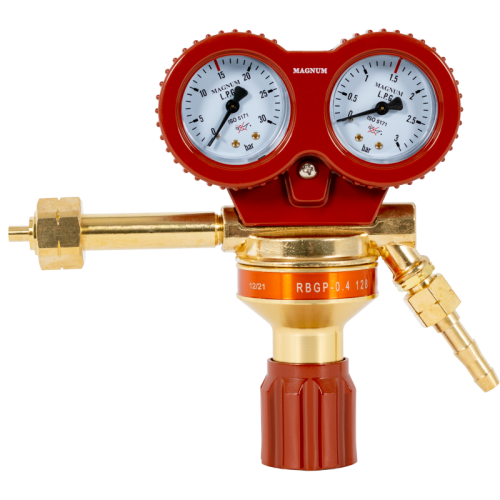
dużego reduktora z dwoma manometrami,
węża do podłączenia gazu + opaski zaciskowe.